27-APR-2011
Kveldens foredragsholder, Per Kristian Thorsland fra Naturhistorisk Museum
27-APR-2011
En glad gjeng, rundt tyve stykker fremmřtt hvis jeg ikke talte veldig feil
27-APR-2011
Et eksempel pĺ en střpeform laget i tokomponent selvherdende gummi
27-APR-2011
Gummien er sĺ myk at man utmerket godt kan střpe tredimensjonale gjenstander som mĺ vrenges ut av formen.
27-APR-2011
Eksempel pĺ en del střpt i en slik form. Materialet, en tokomponent resinplast, minner ferdig herdet om elfenben.
27-APR-2011
Nix, en plastavstřpning av en.
27-APR-2011
Demonstrasjonen starter, en enkel todelt střpeform av et anker.
27-APR-2011
Man tager en glatt treplate og legger pĺ et lag med plastilina (modell-leire)
27-APR-2011
Leiren mĺ vćre syrefri. Altsĺ ikke den de selger pĺ hobby&husflid-sjappa.
27-APR-2011
Her glatter han ut plastilinaen sĺ den blir flat og fin.
27-APR-2011
Neste trinn er ĺ plassere delen som skal avstřpes.
27-APR-2011
Sřrger ogsĺ for at leiren ligger _helt_ inntil pĺ alle kanter, uten sřkk og huller.
27-APR-2011
Han glatter leiren sĺ mer ut med en kniv.
27-APR-2011
Ankeret er ferdig dandert.
27-APR-2011
Se sĺ fint...
27-APR-2011
Sĺ bygger han opp en kile av leire. Dette skal senere bli pĺfyllingshullet for střpemassen i den ferdige formen.
27-APR-2011
Sĺ lages det hull til noen styretapper sĺ formhalvdelene sitter korrekt plassert pĺ hverandre. En pinne eller blyant kan brukes.
27-APR-2011
Hullene er plassert.
27-APR-2011
En liten dusj med release-agent... gjřr samme jobben som formfett i en langpanne.
27-APR-2011
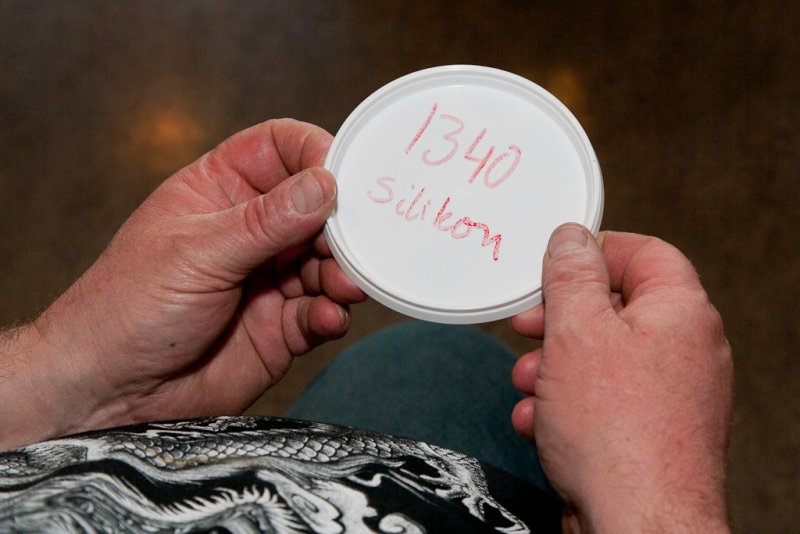
Sĺ: Til verket. Gummien til formen skal blandes. Han bruker her en veldig demo-vennlig gummitype
27-APR-2011
...som heter 1340. Merk at man normalt ikke vil bruke en slik gummi, men snarere en som er flytende og herder langsommere...
(...som er veldig gode egenskaper nĺr man skal lage noe pĺ ordentlig, og veldig dĺrlige nĺr man skal demonstrere noe. Ergo 1340 her og nĺ.)
27-APR-2011
Konsistensen pĺ denne gummien er som veltygd tyggegummi omtrent.
I parentes bemerket er den vesentlig mykere enn plastilinaen som emnet for řyeblikket er montert pĺ. Hvorfor dette er viktig břr si seg selv!
27-APR-2011
Gummi og herder mĺ blandes _nřyaktig_, Elektronisk kjřkkenvekt er et nřdvendig hjelpemiddel.
27-APR-2011
Her er forholdet 50-50, og de to komponentene knas veeeldig godt sammen og blandes. Flytende varianter er gjerne 95-5 i stedet.
27-APR-2011
Sĺ legger han den ferdige gummimassen pĺ emnet og klemmer godt inntil og nedi.
27-APR-2011
Se sĺ. Ferdig. (En flytende gummitype mĺ man selvsagt helle nedi etter ĺ ha bygd en kant rundt... men samme prinsipp.)
27-APR-2011
Et kvarters tid senere: Gummien har herdet, og kan sammen med emnet tas lřs fra plastilinaen.
27-APR-2011
Trinn to: Gjřr klar for ĺ lage den andre halvpart av formen.
27-APR-2011
Han bruker plastilina som fyllmasse sĺ den ligger střdig, og lager pĺfyllingshull i enden pĺ ny.
27-APR-2011
Sĺ. Pĺfyllingshullet er plastilina-konen til venstre i bildet. Det er sprayet med release-agent nĺ.
27-APR-2011
Han blander sĺ ny ladning gummi og legger den pĺ og klemmer godt inntil.
27-APR-2011
Sĺ er det bare ĺ vente.
27-APR-2011
Noe senere, gummien er herdet...
27-APR-2011
Da kan emnet nappes ut av formen.
27-APR-2011
To halvdeler, klar til bruk,
27-APR-2011
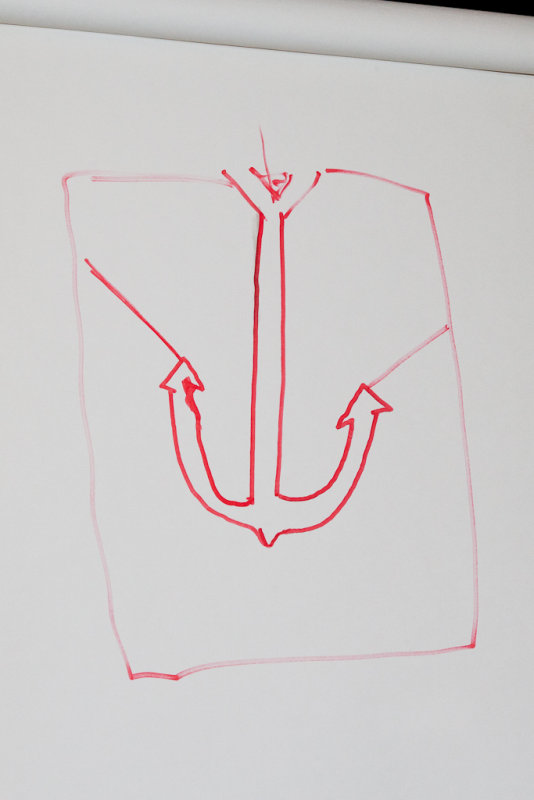
Prinsippskisse for hvordan man břr (mĺ) lage utluftingsspor, de diagonale strekene, i en form sĺ střpemassen kommer nedi.
27-APR-2011
Halvdelene er satt sammen og surret rundt med teip eller strikk. Klar til střp.
27-APR-2011
En demonstrasjon av hvor fleksibel akkurat denne gummitypen er. Det finnes mange, mange varianter med forskjellige egenskaper.
27-APR-2011
Ferdig střpt... ikke helt vellykket (mangende luftekanaler...). Men som prinsippdemonstrasjon er det en suksess.
27-APR-2011
Release-agent pĺ sprayboks og tokomponent, tyntflytende resin-plast "F18" for střping av deler.
27-APR-2011
Igjen er blandingsforholdet kritisk viktig, akkurat som for gummien. Frem med digitalvekta. Fřrst den ene...
27-APR-2011
...sĺ den andre, i sin egen kopp, nřyaktig samme vekt (ikke volum!) som den fřrste
27-APR-2011
Og plupp, sĺ blander man den ene i den andre.
Merk gummihansken... den er ikke til pynt. Det er kjemikalier her som kan vćre ganske usunne ĺ fĺ pĺ huden.
27-APR-2011
Han tilsetter litt fargepigment for ĺ fĺ mřrkegrĺ farge pĺ delen
27-APR-2011
Og rřrer godt. (Pigmentflaska foran til venstre)
27-APR-2011
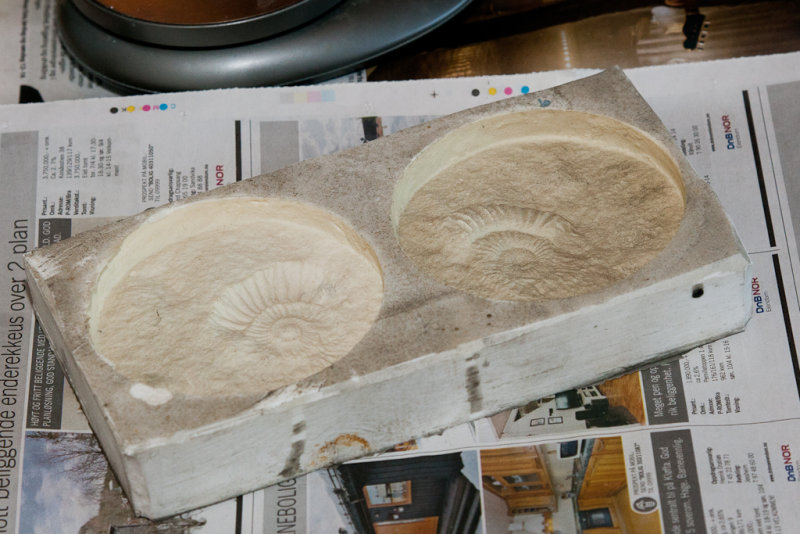
Medbragt gummiform, et par fossilerte trilobitter eller hva det nĺ er
27-APR-2011
Plastmaterialet helles ned i formen. Det flyter som vann, omtrent.
Her er det bare "forsiden" av delen som er av interesse, sĺ dermed kan han bruke en ĺpen střpeform i stedet for en lukket en...
27-APR-2011
Akkurat passe dosert mengde var det ogsĺ.
27-APR-2011
Et kvarter, tyve minutter senere. Plasten har herdet og delene kan tas ut av formen.
27-APR-2011
Svćrt overbevisende detaljeringsgrad og fin struktur og farge.
27-APR-2011
En rask forelesning i hvordan man tar avstřpning av střrre ting uten ĺ bruke kilovis med gummi. Skru/lim delen pĺ et brett...
27-APR-2011
Surr maskeringsteip rundt, legg sĺ et ca 8mm tykt lag med plastilina utenpĺ teipen igjen
27-APR-2011
Střp sĺ en todelt gipsform utenpĺ plastilinaen. Fjern plastilina og teip, třm sĺ gummi nedi tomrommet og lag střpeform av det.
27-APR-2011
Eksempel: Den ytre gipsformen...
27-APR-2011
Todelt og hul
27-APR-2011
Den indre gummiformen, snittet ned den ene siden
27-APR-2011
All detaljeringen er pĺ innsiden.
For střp anbringes gummien inni gipsformen, den er da stiv nok til ĺ holde fasongen med hjelp fra gipsen. Sĺ er det bare ĺ třmme inn plast for střping.
27-APR-2011
Eksempel pĺ en del laget med teknikken
27-APR-2011
Jeg fikk i forbifarten med meg noen modeller som en hadde med seg...
27-APR-2011
...jeg fikk ikke med meg info om hvem og hva. Men fine er de.
27-APR-2011
En kanontĺrn og kanon til Storm-klasse kanonbĺt
27-APR-2011
Takk og takk og en flaske rřdvin.